










Бела књига: Основи пресс-фит технологије
Пресс-фит зона као робусна алтернатива лемљењу
УВОД
Од свог увођења у телекомуникациони сектор, пресс-фит технологија се развила у утврђену кључну технологију у аутомобилској и индустријској електроници. У светлу тренутних трендова као што су електрификација, аутономна вожња и Индустрија 4.0, потражња за поузданим и издржљивим системима за повезивање непрестано расте.
Посебно у суровим радним условима који укључују вибрације, флуктуације температуре, влажност и механички стрес, техника пресовања импресионира својом високом поузданошћу процеса и дугорочном стабилношћу. Упркос различитим дизајнима зона за притицање, сва решења имају исти циљ: трајно механички чврсту и електрично поуздану везу између штампане плоче и контакта.
То се постиже дизајнирањем зоне за притицање веће од отвора на штампаној плочи и њеним притискањем одређеном силом. Ово ствара гас-непропусну, електрично стабилну и механички робусну везу са доследно ниским контактним отпором.
Посебно у суровим радним условима који укључују вибрације, флуктуације температуре, влажност и механички стрес, техника пресовања импресионира својом високом поузданошћу процеса и дугорочном стабилношћу. Упркос различитим дизајнима зона за притицање, сва решења имају исти циљ: трајно механички чврсту и електрично поуздану везу између штампане плоче и контакта.
То се постиже дизајнирањем зоне за притицање веће од отвора на штампаној плочи и њеним притискањем одређеном силом. Ово ствара гас-непропусну, електрично стабилну и механички робусну везу са доследно ниским контактним отпором.
ОСНОВЕ
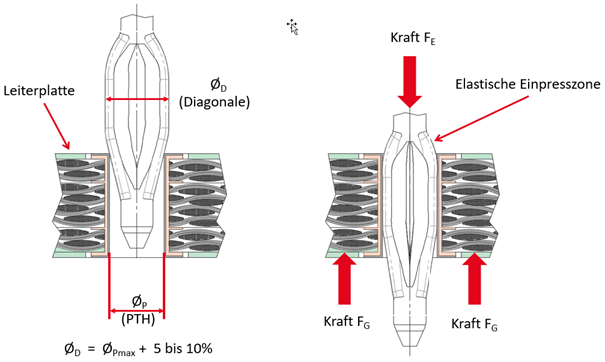
У техници притискања (press-fit) електрични контакт између конектора и штампане плоче успоставља се убацивањем пина конектора у кроз-позолотану рупу на плочи.
Техника притискања заснива се на једноставном принципу:
попречни пресек зоне притискања контакт-пина има већу дијагоналну димензију од кроз-позолотане рупе на штампаној плочи. Деформација настала током убацивања апсорбује се у флексибилној зони контактне игле, тако да је рукав штампане плоче само благо деформисан. Ово ствара хладно заваривање између контактне игле и месингане рупе на штампаној плочи: гасно-непропусну, отпорну на корозију, нискоотпорну и високо електрично проводљиву везу. Ово остаје трајно стабилно чак и под високим механичким и термичким оптерећењима – као што су вибрације, савијање и оштре температурне флуктуације.
Препоручујемо праћење процеса током преса-фит процеса. Анализе силе и померања и системи засновани на камерама омогућавају поуздану процену квалитета везе.
Поред проверене преса-фит технологије са нашом Tcom press® преса-фит зоном, ept такође нуди и друге технологије повезивања, као што су лемљене пролазне рупе, THR или SMT – свака прилагођена специфичној примени.
Техника притискања заснива се на једноставном принципу:
попречни пресек зоне притискања контакт-пина има већу дијагоналну димензију од кроз-позолотане рупе на штампаној плочи. Деформација настала током убацивања апсорбује се у флексибилној зони контактне игле, тако да је рукав штампане плоче само благо деформисан. Ово ствара хладно заваривање између контактне игле и месингане рупе на штампаној плочи: гасно-непропусну, отпорну на корозију, нискоотпорну и високо електрично проводљиву везу. Ово остаје трајно стабилно чак и под високим механичким и термичким оптерећењима – као што су вибрације, савијање и оштре температурне флуктуације.
Препоручујемо праћење процеса током преса-фит процеса. Анализе силе и померања и системи засновани на камерама омогућавају поуздану процену квалитета везе.
Поред проверене преса-фит технологије са нашом Tcom press® преса-фит зоном, ept такође нуди и друге технологије повезивања, као што су лемљене пролазне рупе, THR или SMT – свака прилагођена специфичној примени.
Предности пресс-фит технологије
У поређењу са конвенционалним лемљењем, пресс-фит технологија нуди бројне предности у погледу квалитета, исплативости, функционалности и утицаја на животну средину. Карактерише је веома висок ниво поузданости и механичке чврстоће, а нарочито је отпорна на ударце и вибрације. Поред тога, спречава типичне кварове као што су хладни лемљени спојеви или кратки спојеви.
Пресс-фит технологија такође нуди убедљиве економске предности захваљујући могућности поправке и исплативом склапању. Функционално, омогућава поуздану обраду без термичког оптерећења штампане плоче, чиме се штите компоненте. Истовремено, контакте конектора не захвата лем.
Поред тога, пресованa технологија нуди еколошке предности, јер не ствара ни испарења лема ни остатке флукса, и елиминише потребу за додатним процесима чишћења. Стога је у складу са важећим еколошким захтевима и директивама као што су RoHS и WEEE.
Пресс-фит технологија такође нуди убедљиве економске предности захваљујући могућности поправке и исплативом склапању. Функционално, омогућава поуздану обраду без термичког оптерећења штампане плоче, чиме се штите компоненте. Истовремено, контакте конектора не захвата лем.
Поред тога, пресованa технологија нуди еколошке предности, јер не ствара ни испарења лема ни остатке флукса, и елиминише потребу за додатним процесима чишћења. Стога је у складу са важећим еколошким захтевима и директивама као што су RoHS и WEEE.
Недостаци преса-фит технике
Упркос бројним предностима, техника преса-фит такође има нека ограничења у поређењу са лемљењем. Она поставља високе захтеве за квалитет штампане плоче, нарочито у погледу пречника и толеранција рупа, и захтева специјализоване алате и опрему, што доводи до већих капиталних трошкова.
Поред тога, процес преса-фит генерише механичке напоне који могу изазвати оштећења ако се не изведе правилно. Минијатуризација је такође делимично ограничена у поређењу са технологијом лемљења.
Поред тога, процес преса-фит генерише механичке напоне који могу изазвати оштећења ако се не изведе правилно. Минијатуризација је такође делимично ограничена у поређењу са технологијом лемљења.
КРИТЕРИЈУМИ ОДАБИРА ЗА ПРЕС-ФИТ ТЕХНОЛОГИЈУ
Поуздана пресс-фит веза зависи од оптималне међусобне повезаности неколико квалитетних карактеристика. Кључни фактори обухватају дизајн зоне пресс-фита, специфичну примену, својства штампане плоче и производни процес.
Само када су ти фактори правилно усклађени, технологија пресс-фита може у потпуности да оствари свој потенцијал и обезбеди везу која је издржљива, механички робусна и електрично безбедна.
Само када су ти фактори правилно усклађени, технологија пресс-фита може у потпуности да оствари свој потенцијал и обезбеди везу која је издржљива, механички робусна и електрично безбедна.
I. Критеријуми за избор штампаних плоча
Табела упоређује различите завршне обраде штампаних плоча у погледу дебљине слоја и погодности за технику пресовања.
| Површина | |||||
| Иммерзија Sn | ENIG | Имерзија Ag | OSP | Бесполово HAL | |
| Дебљина премаза | 0,8 до 0,2 µm | 5 µм Ni 0,1 µм Au | 0,1–0,2 µm | 0,1–0,5 µm | <5–50 µм |
| Погодност за пресс-фит технологију | веома добро | ограничено* | ограничено* | добро | ограничено* |
Потапање у калај је најприкладније; OSP се оцењује као добро, док су ENIG, потапање у сребро и олово-безоловни HAL прикладни само у ограниченој мери – у зависности од примене.
Поред тога, приказане су типичне зоне месингања, које обично састоје од калаја или легура калаја на слоју никла. У целини, летак јасно показује да избор површине има пресудан утицај на квалитет и поузданост пресс-фит технике и да се мора пажљиво направити у зависности од примене.
Поред тога, приказане су типичне зоне месингања, које обично састоје од калаја или легура калаја на слоју никла. У целини, летак јасно показује да избор површине има пресудан утицај на квалитет и поузданост пресс-фит технике и да се мора пажљиво направити у зависности од примене.
II. Критеријуми за избор зоне за пресовање
У зони мељења доступни су следећи површински премази: мат калај, калај-олово, сребро-калај или калај-сребро, као и индијумски премази, сваки нанесен преко слоја никла.
| Површине | ||
| 0,30–1,50 µm мат калај | преко | 1–3 µm мат Ni |
| 0,30–1,50 µm SnPb 92/8–97/3 мат | преко | 1–3 µm мат Ni |
| 0,35–1,50 µм AgSn или SnAg | преко | 1–3 µm мат Ni |
| 0,30–1,50 µm In | преко | 1–3 µm мат никла |
Правилна површинска обрада је кључна за поуздану преса-фит везу. Она утиче на силе преса-фита и мора бити у стању да се пластично деформише под оптерећењем без оштећења. Истовремено обезбеђује стабилан електрични контакт, штити од корозије и смањује контактни отпор. Погодан премаз такође помаже у спречавању оштећења штампане плоче и обезбеђује сигуран, репродуцибилан процес.
КОНСТРУКЦИЈА ОТВОРА
Да би се постигла висококвалитетна преса-фит веза, током производње ПЦБ-а посебна пажња мора бити посвећена пречнику бушења, пречнику готове рупе, дебљини бакарне навлаке и површини ПЦБ-а.
Тачна конфигурација отвора је кључна, јер директно утиче на механичку стабилност и електричну поузданост везе. Само када су димензије отвора и навлаке правилно усклађене постиже се неопходно притисно приањање, обезбеђујући сигурно држање и константан контакт. Одступања могу довести до прекомерних сила при притисном приањању, оштећења платинга кроз-отвора или недовољног контакта. Поред тога, прикладан дизајн отвора помаже у компензовању толеранција у производњи и обезбеђивању доследне квалитете процеса.
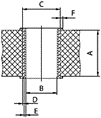
Следећи дизајн отвора представља илустративни пример.
Тачна конфигурација отвора је кључна, јер директно утиче на механичку стабилност и електричну поузданост везе. Само када су димензије отвора и навлаке правилно усклађене постиже се неопходно притисно приањање, обезбеђујући сигурно држање и константан контакт. Одступања могу довести до прекомерних сила при притисном приањању, оштећења платинга кроз-отвора или недовољног контакта. Поред тога, прикладан дизајн отвора помаже у компензовању толеранција у производњи и обезбеђивању доследне квалитете процеса.
Следећи дизајн отвора представља илустративни пример.
| LP материјал | FR4 | |
| Номинални отвор | Ø 1,0 мм | |
| A | Дебљина ПЦБ | мин. 1,44 мм |
| B | Крајња рупа | Ø 1.0 +0.09 / -0.06 mm |
| C | Основно бушење | 1.15 ±0.025 мм |
| D | Cu слој | мин. 25 µm |
| E | Површина | Хемијски Sn премаз, 0,5–1,5 µм |
| F | Остатак прстена | мин. 0,1 мм |
Обрада
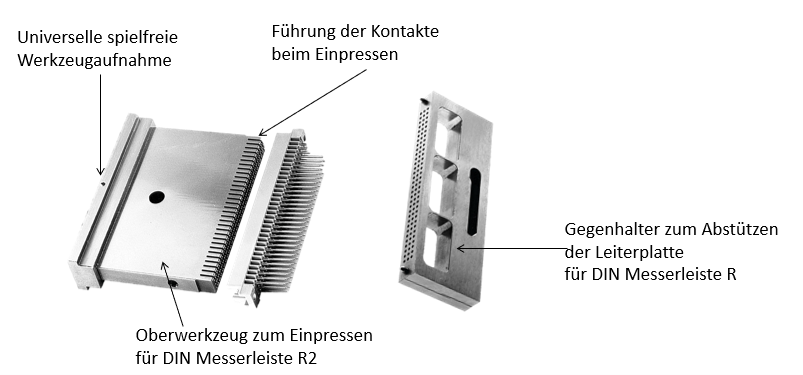
Контролисан процес уметања је кључан за обезбеђивање везе која ће остати механички и електрично поуздана на дужи рок. Неопходно је користити и горњи алат и контра-држитељ.
Горњи алат преноси силу пресе на контакт, док контра-држитељ подржава штампану плочу и штити је од механичког оптерећења. У зависности од конектора, користе се равни плочасти или чешљасти алати.
Ако алати нису оптимално усаглашени, на штампаној плочи могу деловати непожељне силе и оштетити компоненте које су већ монтиране. Сила убацивања треба у потпуности да апсорбује доњи алат.
Штампане плоче са убаченим конекторима не треба загревати изнад 125 °C.
Горњи алат преноси силу пресе на контакт, док контра-држитељ подржава штампану плочу и штити је од механичког оптерећења. У зависности од конектора, користе се равни плочасти или чешљасти алати.
Ако алати нису оптимално усаглашени, на штампаној плочи могу деловати непожељне силе и оштетити компоненте које су већ монтиране. Сила убацивања треба у потпуности да апсорбује доњи алат.
Штампане плоче са убаченим конекторима не треба загревати изнад 125 °C.
Закључак
Пресс-фит технологија представља високоперформансну и будућност-отпорну алтернативу традиционалном лемљењу. Она нуди импресивну поузданост процеса, одличну механичку стабилност и трајно поуздану електричну везу – чак и под захтевним радним условима.
Пресс-фит технологија пружа одлучујуће предности, посебно у светлу све веће електрификације, растућих густина снаге и све већих захтева за робусношћу и трајношћу. Међутим, за оптималан учинак потребна је прецизна интеракција између зоне преса-фит уградње, штампане плоче и производног процеса.
Кључни фактор за успех је избор оптимално дизајниране зоне преса-фит уградње. Зоне преса-фит уградње компаније ept GmbH – посебно технологија Tcom press® – карактеришу високо контролисано понашање при уградњи, низак ниво напрезања штампане плоче и висока стабилност процесног прозора. Ово минимизује оштећења проходних рупа, истовремено обезбеђујући трајно стабилне електричне контакте. Поред тога, геометрија ept press-fit зоне омогућава поуздану обраду чак и уз уске толеранције и сложене структуре штампаних плоча.
Као искусан стручњак за технологију повезивања, компанија ept GmbH нуди прилагођена решења за све аспекте пресс-фит технологије. Са иновативним технологијама као што је пресс-фит зона Tcom press®, свеобухватном стручношћу у примени и високом производном компетентношћу, ept подржава своје клијенте у реализацији поузданих и исплативих решења за повезивање за захтевне примене.
Пресс-фит технологија пружа одлучујуће предности, посебно у светлу све веће електрификације, растућих густина снаге и све већих захтева за робусношћу и трајношћу. Међутим, за оптималан учинак потребна је прецизна интеракција између зоне преса-фит уградње, штампане плоче и производног процеса.
Кључни фактор за успех је избор оптимално дизајниране зоне преса-фит уградње. Зоне преса-фит уградње компаније ept GmbH – посебно технологија Tcom press® – карактеришу високо контролисано понашање при уградњи, низак ниво напрезања штампане плоче и висока стабилност процесног прозора. Ово минимизује оштећења проходних рупа, истовремено обезбеђујући трајно стабилне електричне контакте. Поред тога, геометрија ept press-fit зоне омогућава поуздану обраду чак и уз уске толеранције и сложене структуре штампаних плоча.
Као искусан стручњак за технологију повезивања, компанија ept GmbH нуди прилагођена решења за све аспекте пресс-фит технологије. Са иновативним технологијама као што је пресс-фит зона Tcom press®, свеобухватном стручношћу у примени и високом производном компетентношћу, ept подржава своје клијенте у реализацији поузданих и исплативих решења за повезивање за захтевне примене.